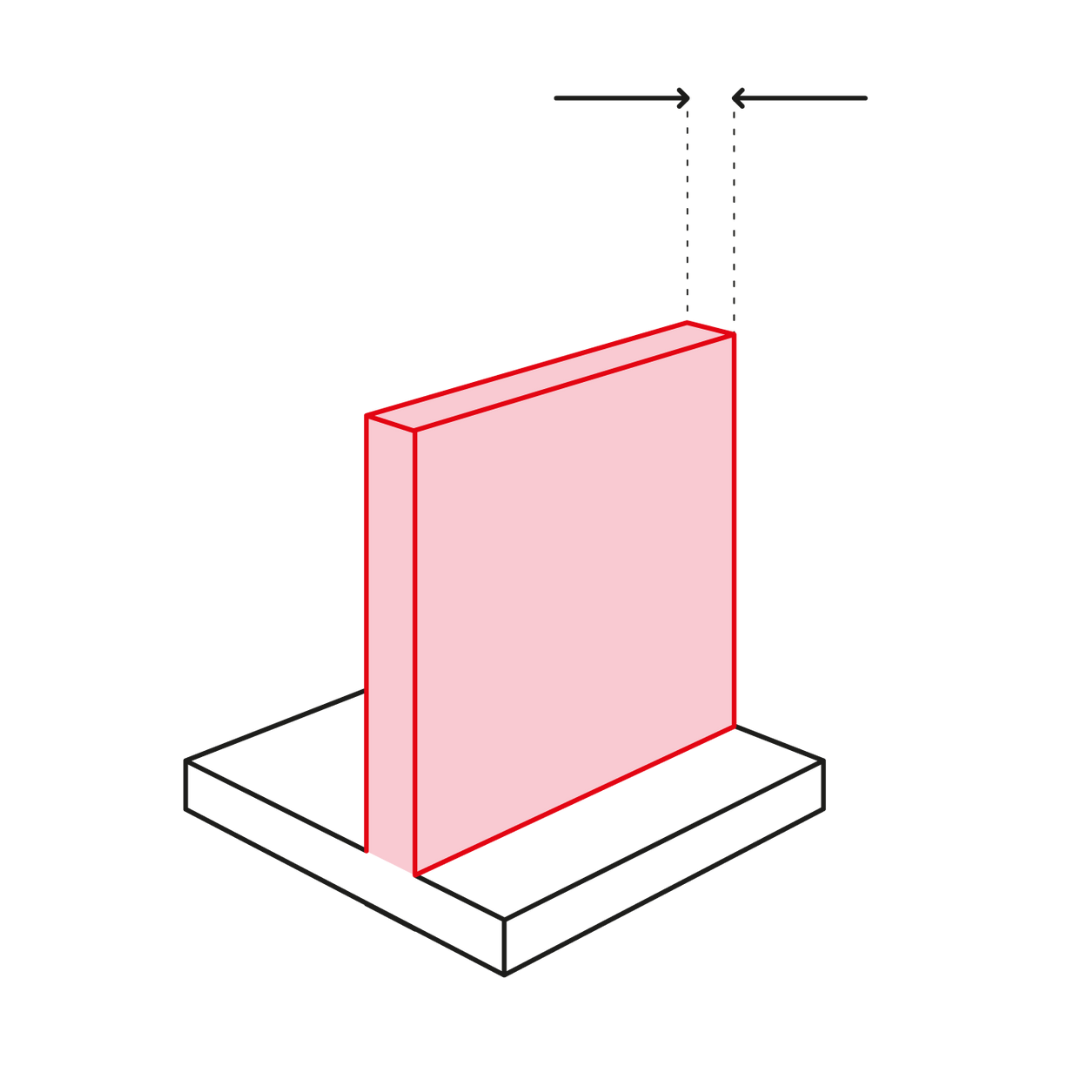
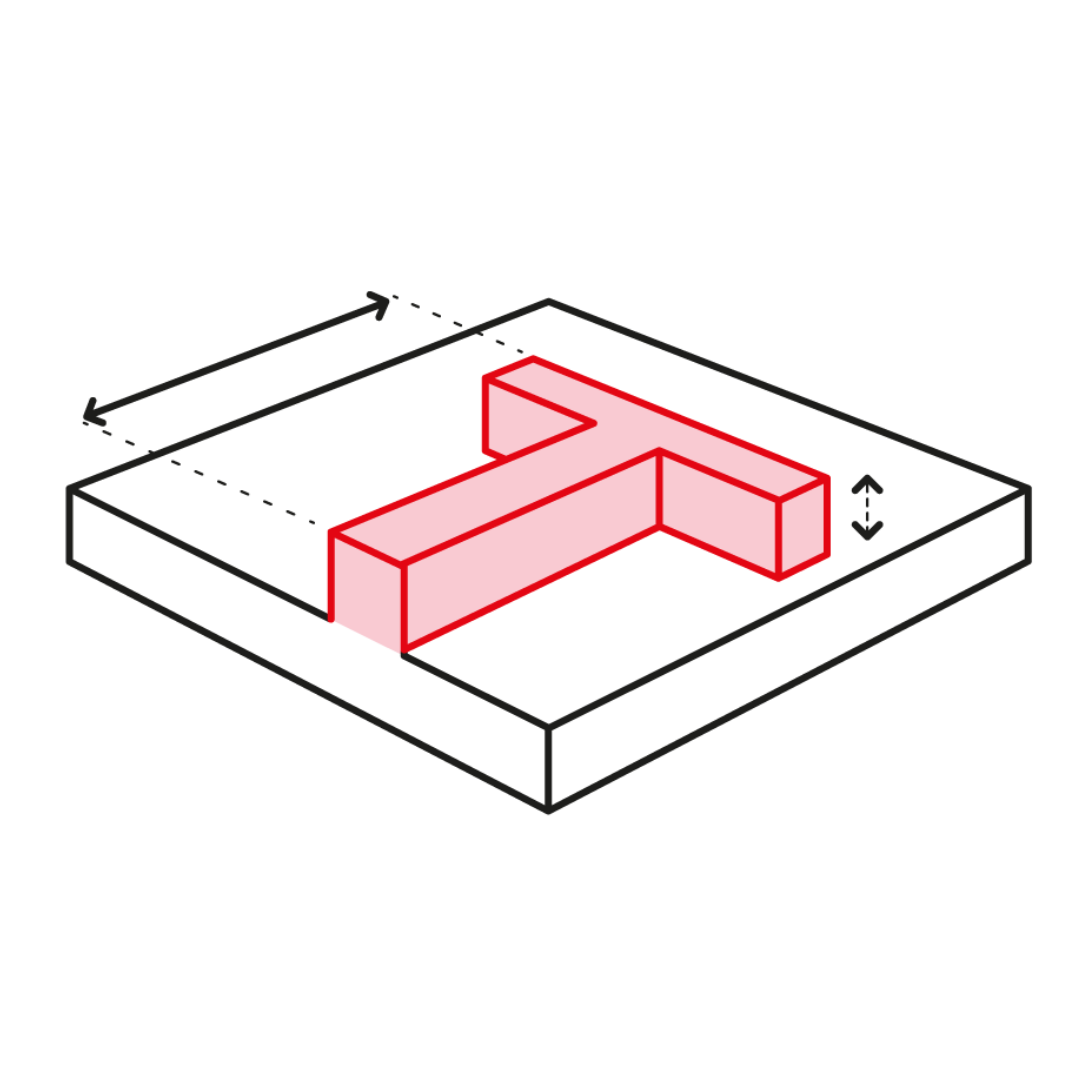
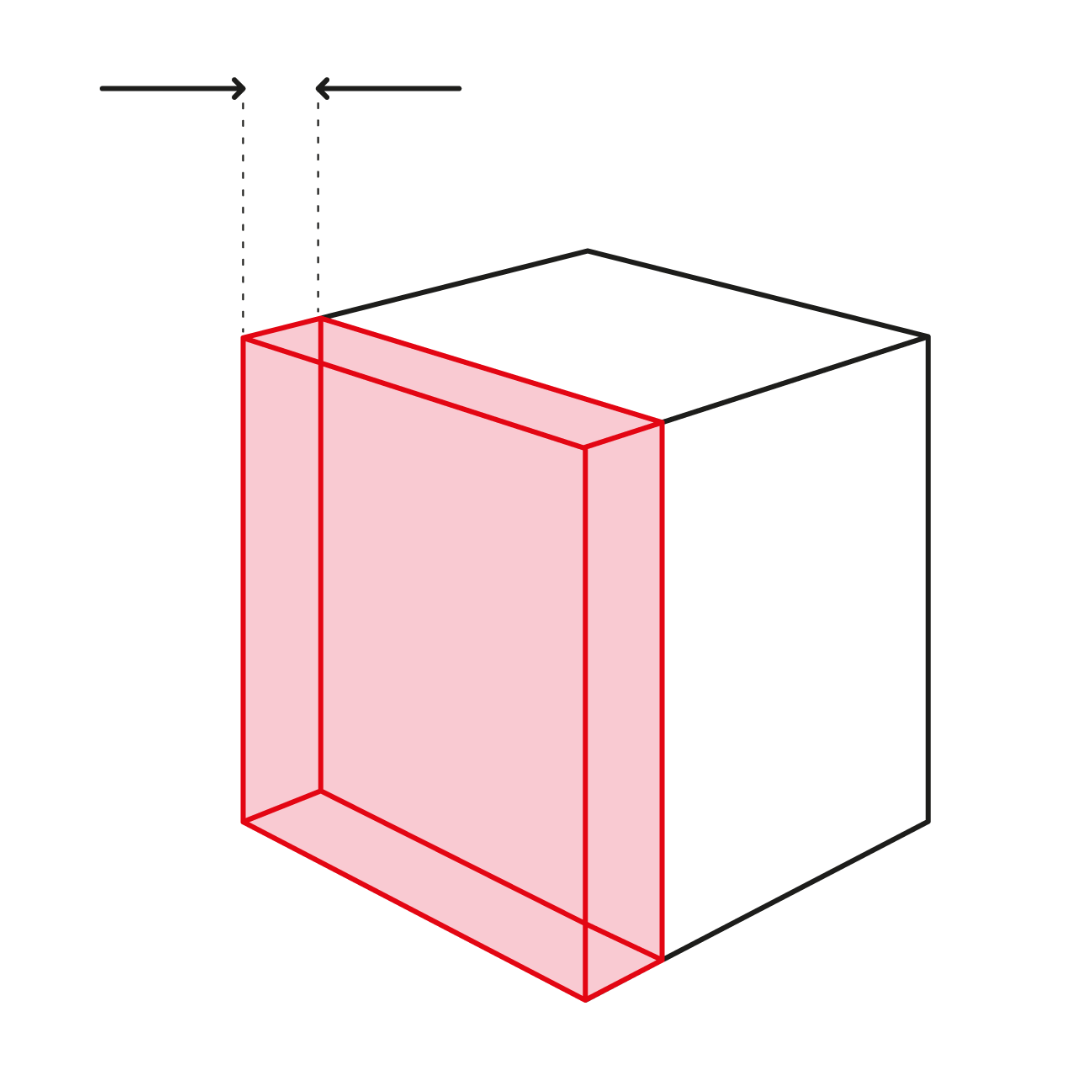
Wall thickness
Regardless of printing orientation 1.0 mm is recommended minimum wall thickness. For vertical walls, minimum of 0,4 mm can be used.
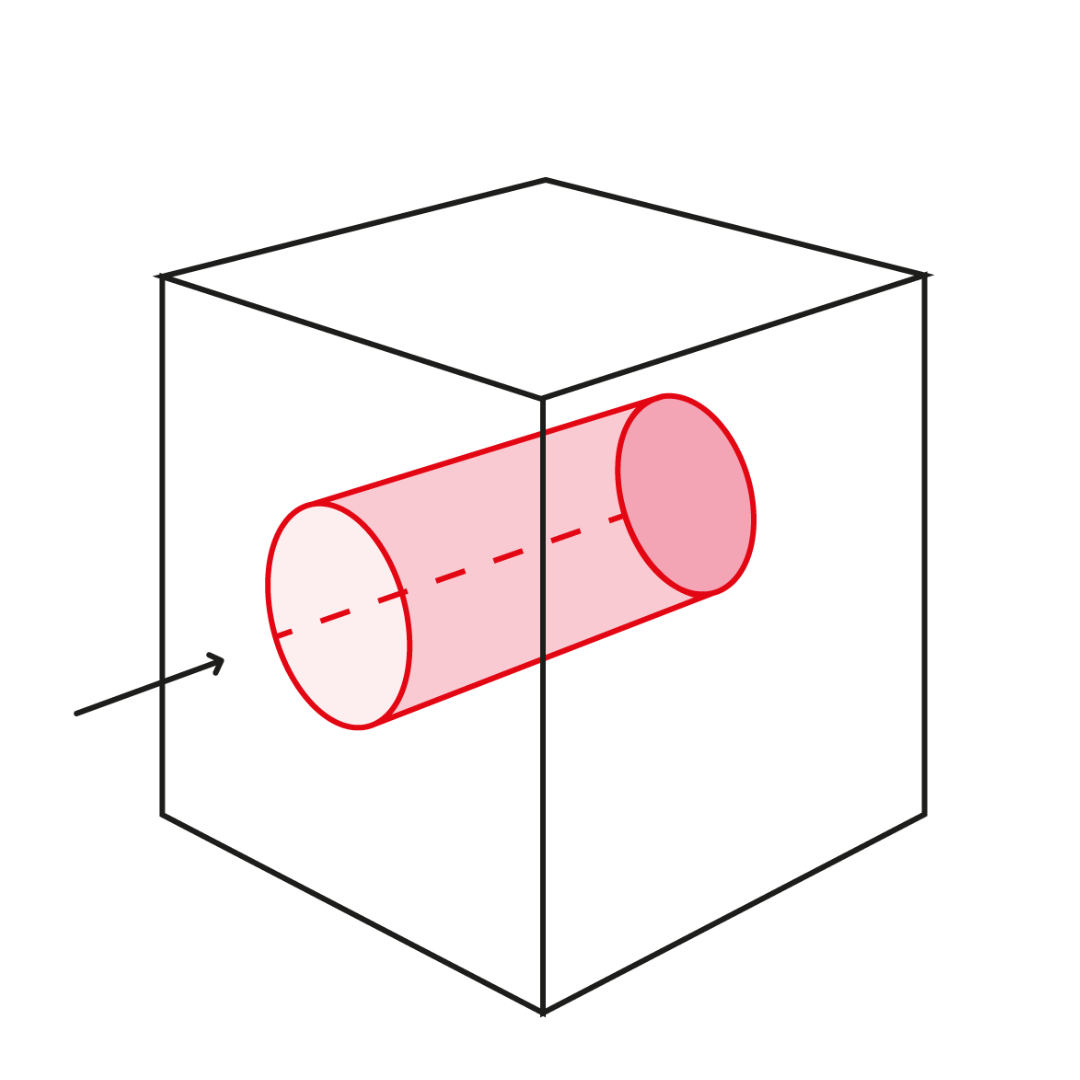
Hole and channel size
Minimum of 1 mm hole diameter is required for holes with any orientation. With smaller holes please discuss more with our engineers. Minimum hole size for vertically aligned holes is 0,4 mm. Horizontally aligned holes need to be bigger than 1 mm.
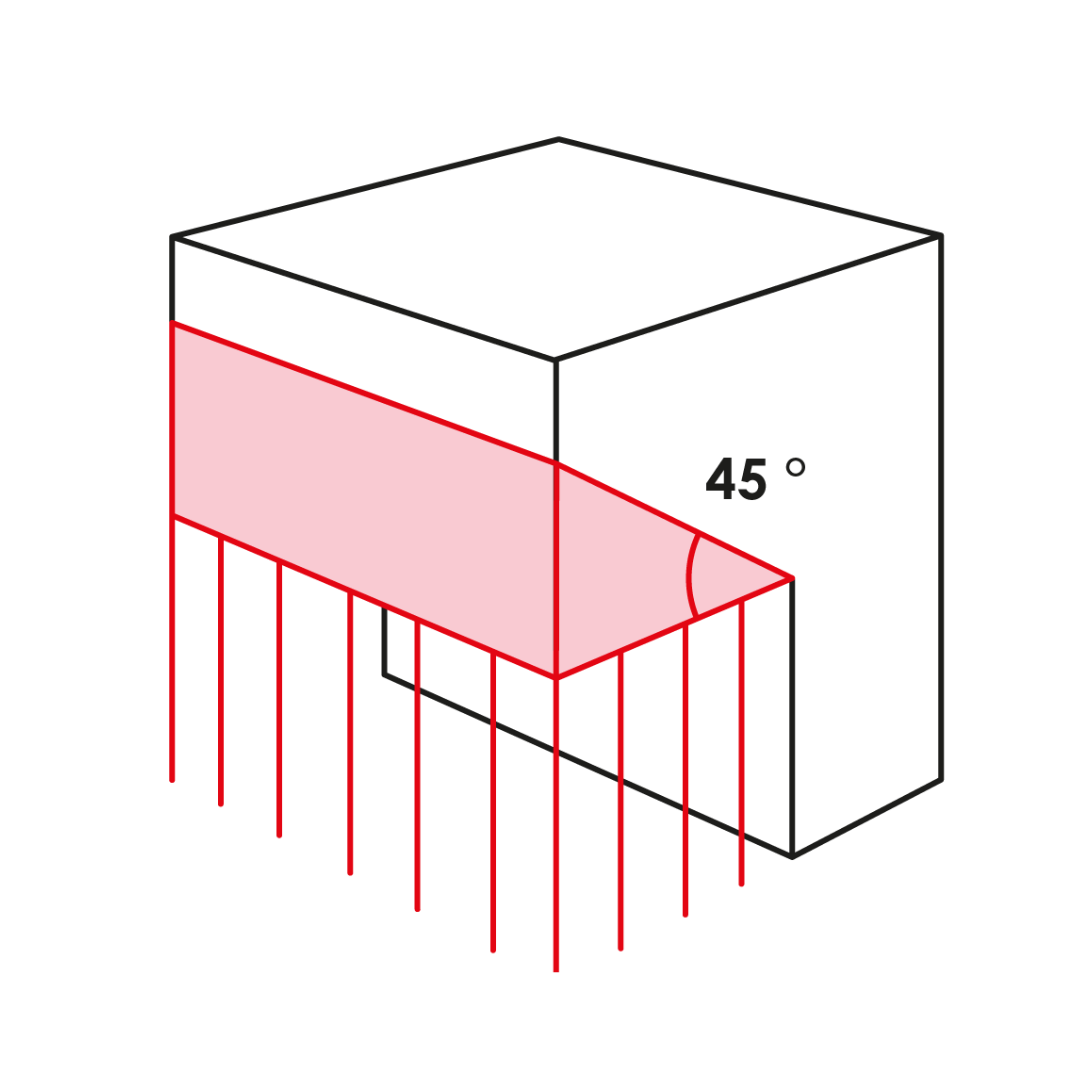
Support structures
Metal 3D-prints require support-structures that anchor the parts to the build plate. Typically overhangs steeper than 45 ° require supports. Support structures are usually created by our engineers.
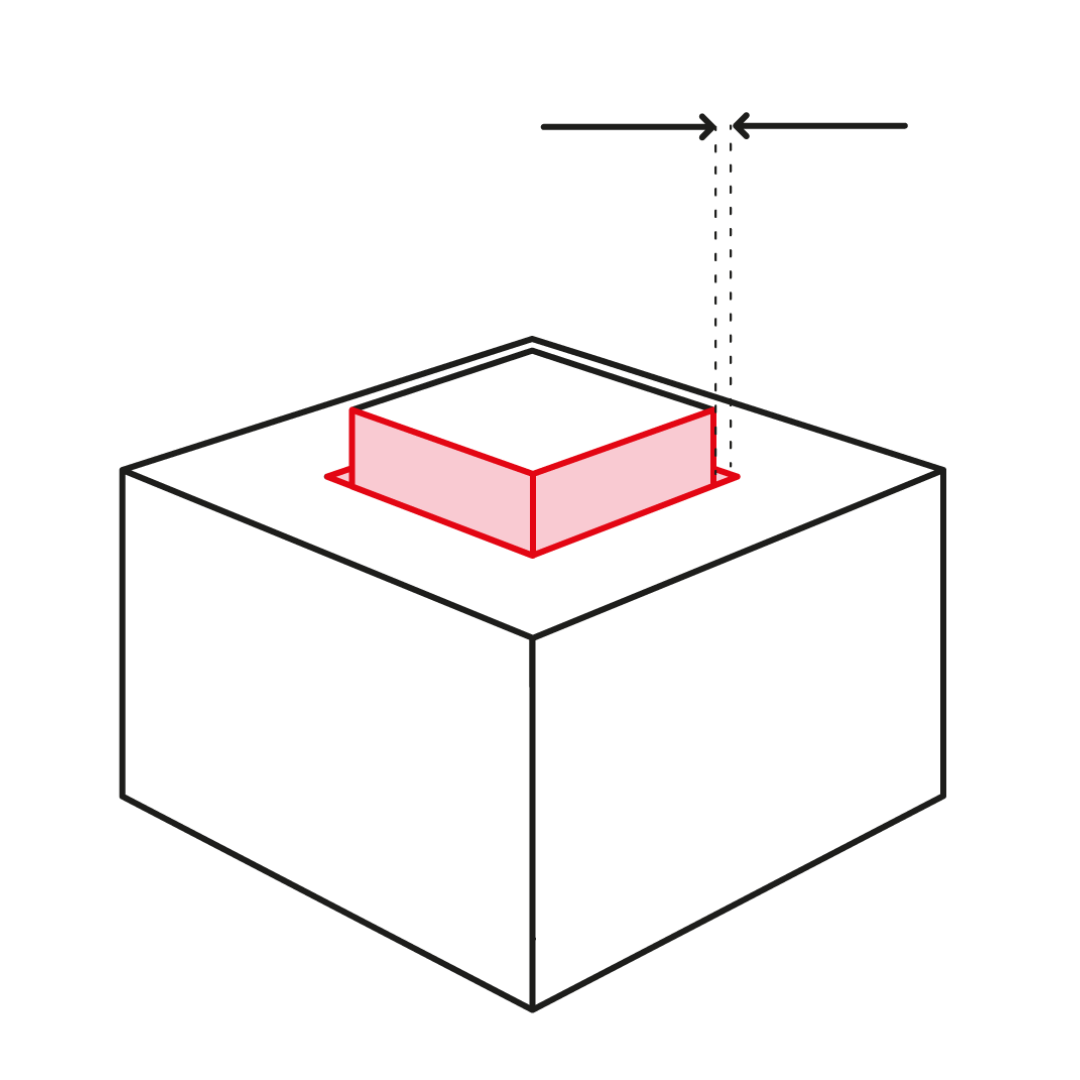
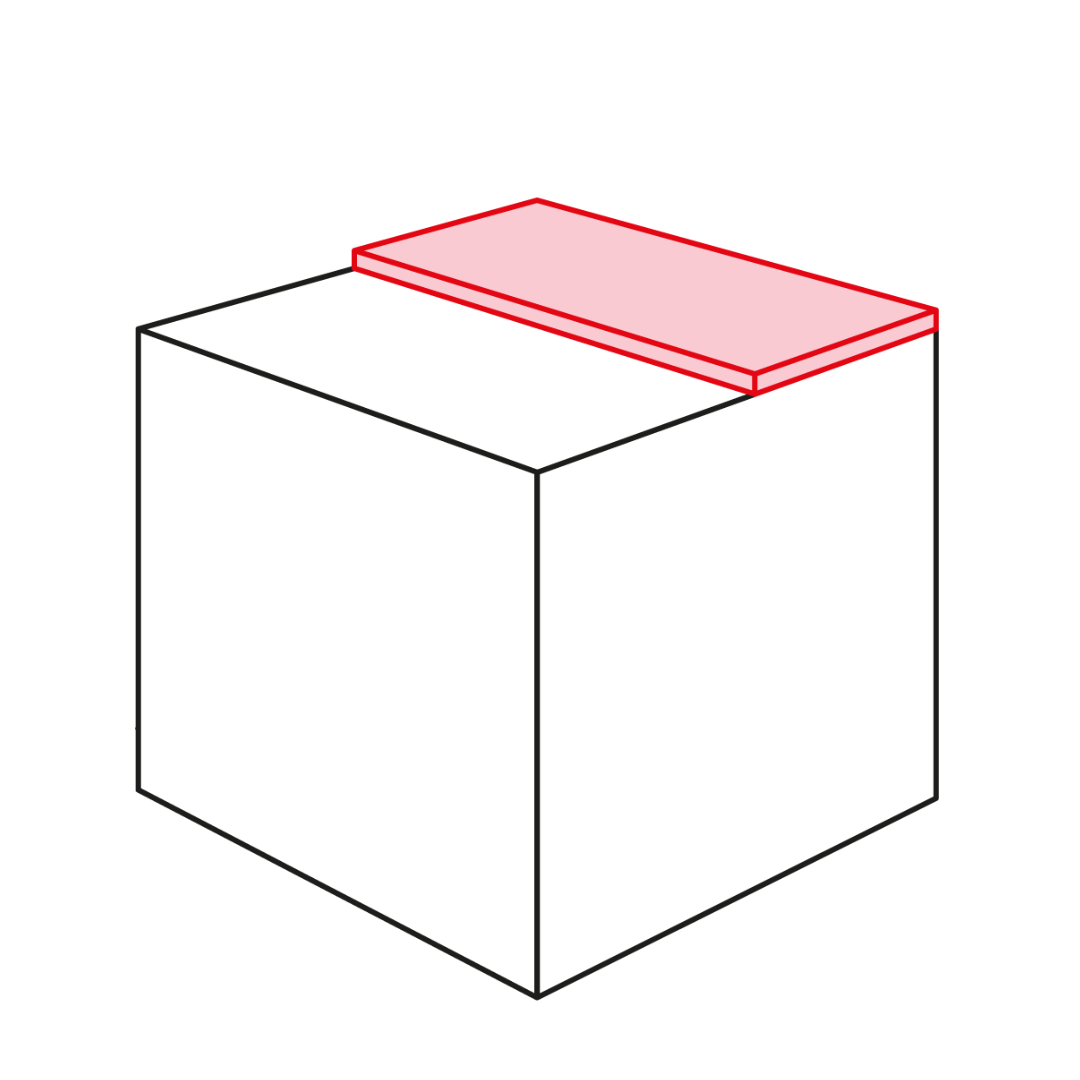
Embossed and engraved details
To ensure that embossed and engraved details are visible and functionally valid use at least 0,3 mm depth/height.
Text
Identification numbers and information is sensible and cost-effective to integrate into parts as texts and symbols. For recognizable font use length 2mm and depth/height 0,5 mm as minimum (font size 14). Rectangular styled fonts are the most repeatable.
Tolerances
Tolerances are dependend on material, printing orientation and part size. Generally ±0.2 % (±0.1 – 0.2 mm for 100 mm). For tighter tolerances, please contact our engineers.
Clearance
Recommended clearance for fitting parts is 0,25 mm.
Machining allowances
For surfaces that need to machined, a 0,5 mm machining allowance is recommended.
Product size
Max build volume is 250 mm x 250 mm x 300 mm.
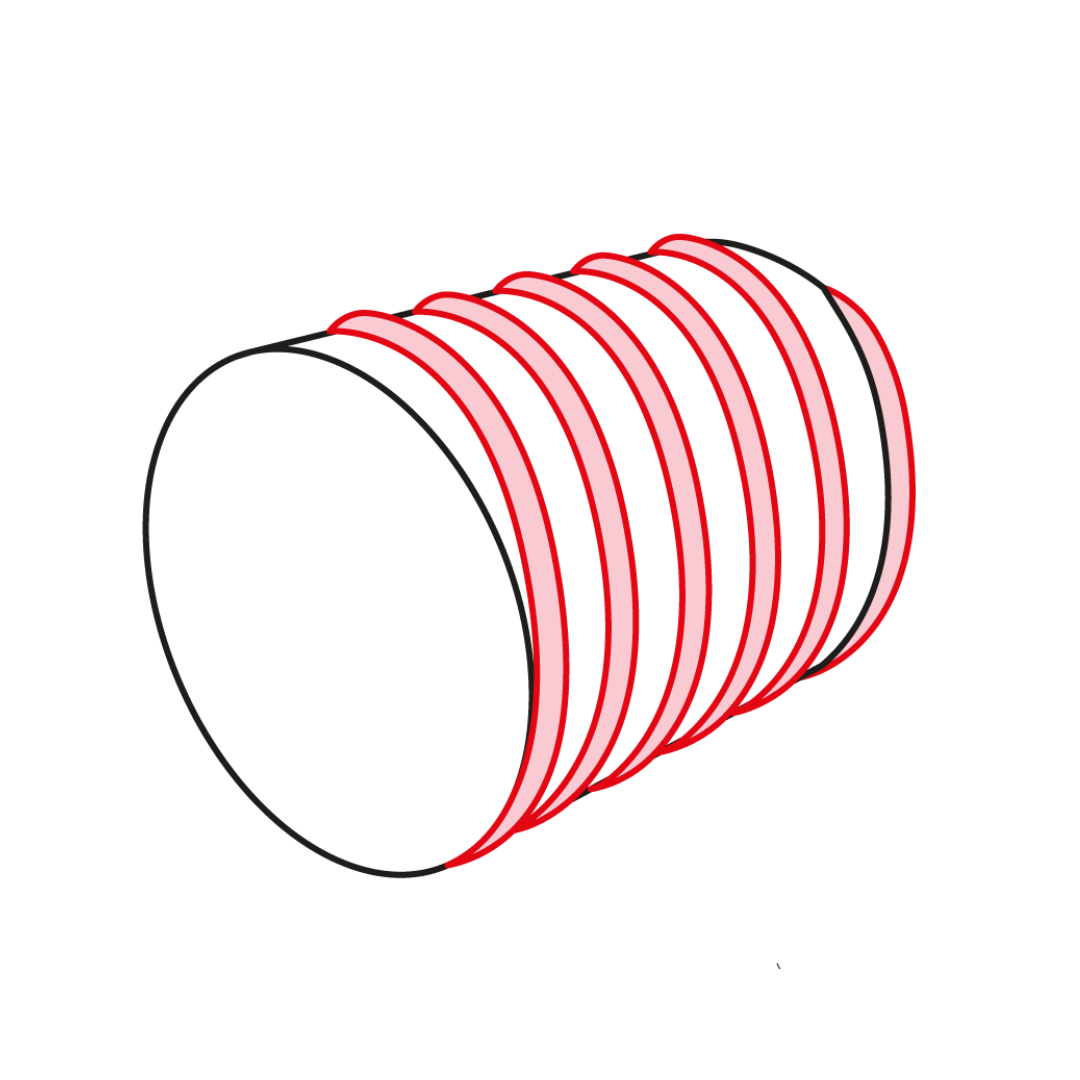
Threads
Threads are usually machined into the part to ensure proper function of threads. For very small threads (e.g. M2) it is advised to use inserts. Especially for hard to machine materials like Ti64 and MS1.
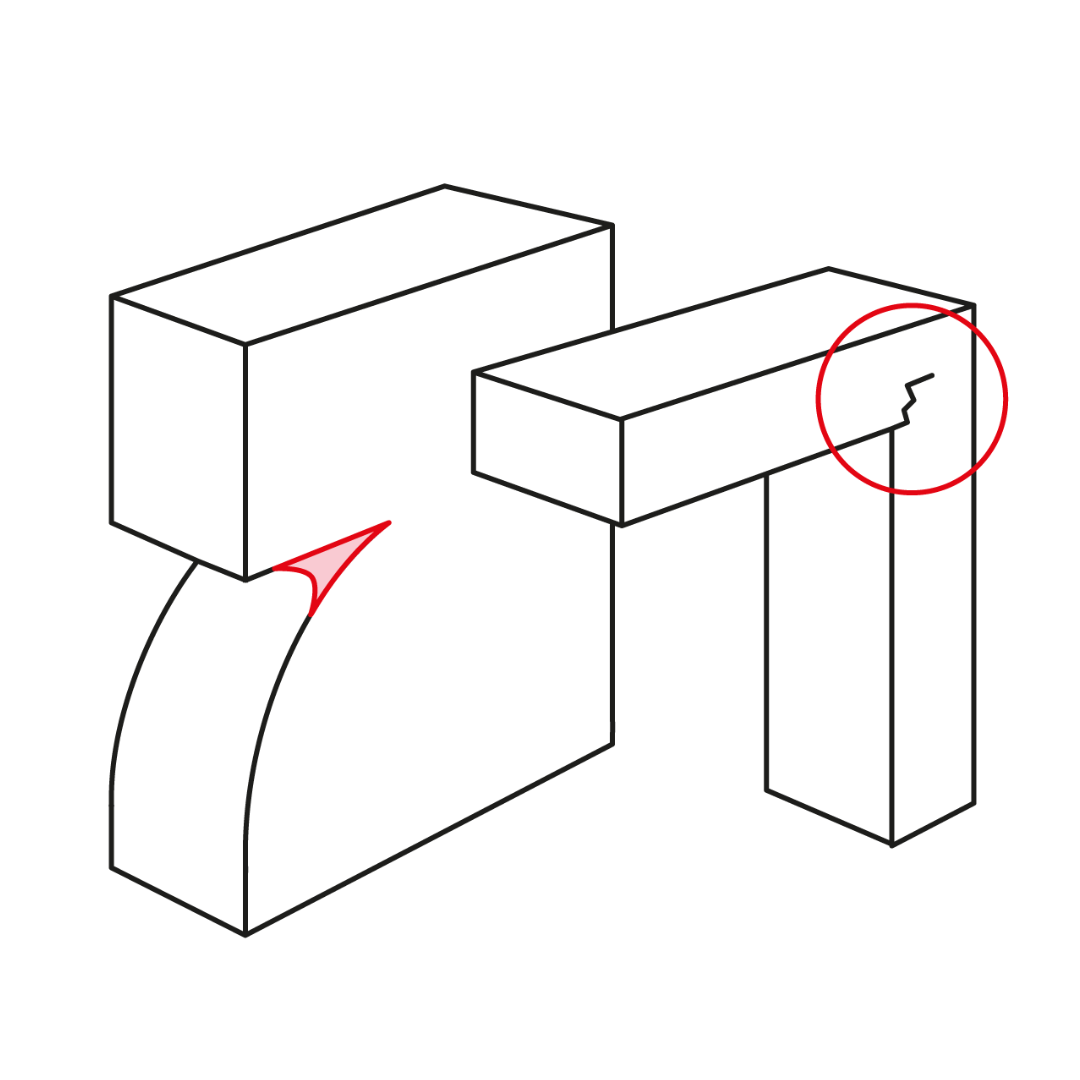
Good practice
It’s recommended to use fillets / chamfers to avoid stress concentrations, especially in the inside corners.
3D printing metal: answers to the most common questions
Is 3D printing suitable for serial production? Is a 3D printed metal component durable? What types of metals can be 3D printed? 3D printing metal: answers to the most common questions
Read more