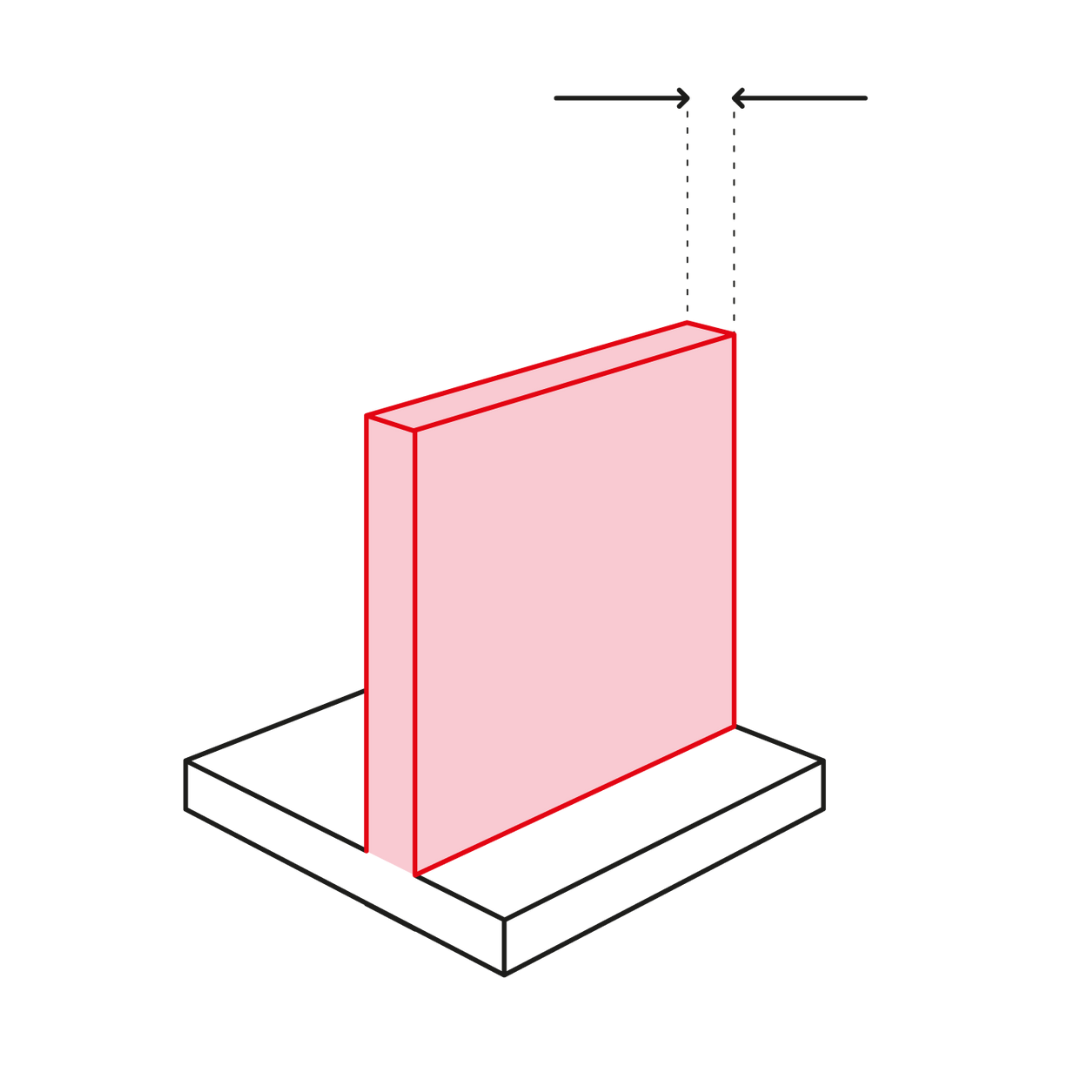
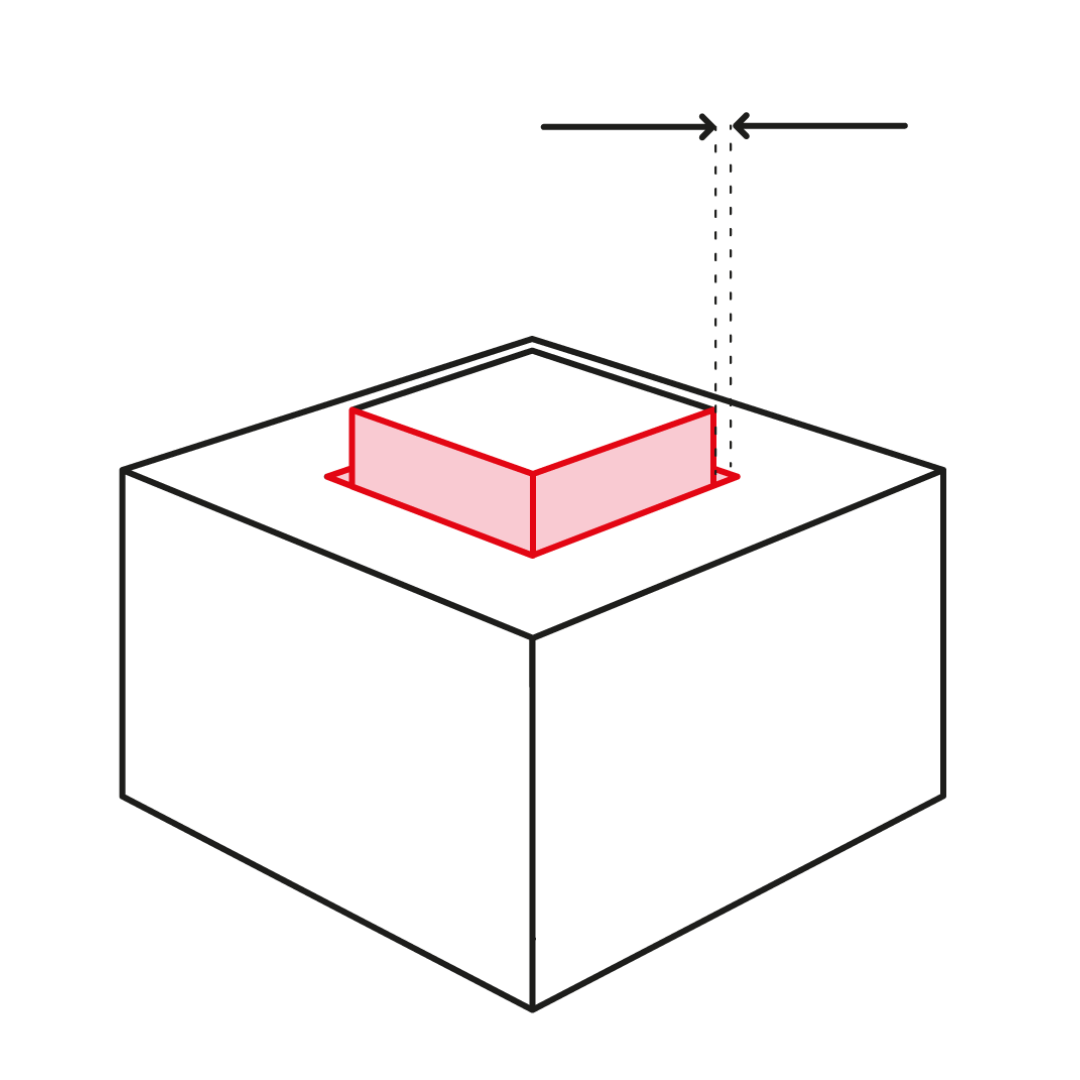
Seinämävahvuus
Tulostussuunnasta riippumatta suositeltu seinämän vähimmäisvahvuus on 0,8 mm. Riippuen ohuen seinämän pinta-alasta ja tulostussuunnasta vahvuus voi olla jopa 0,3 mm, mutta siitä on keskusteltava kanssamme. Jos seinämävahvuus on yli 5 mm, rakenteen keventämistä kannattaa harkita.
PA2210FR:n osalta UL 94 V-0 -paloluokituksen saavuttamiseksi vaaditaan vähintään 3 mm
seinämävahvuus. PA2210FR:n osalta JAR25:een tarvitaan vaaditaan 1 mm seinämävahvuus. PA11 ESD:n osalta suositellaan 2 mm:n seinämävahvuutta, jotta saavutetaan riittävät sähköjohtavuusominaisuudet. Kemialliseen kiillotukseen tarvitaan minimissään 1 mm ainevahvuus.
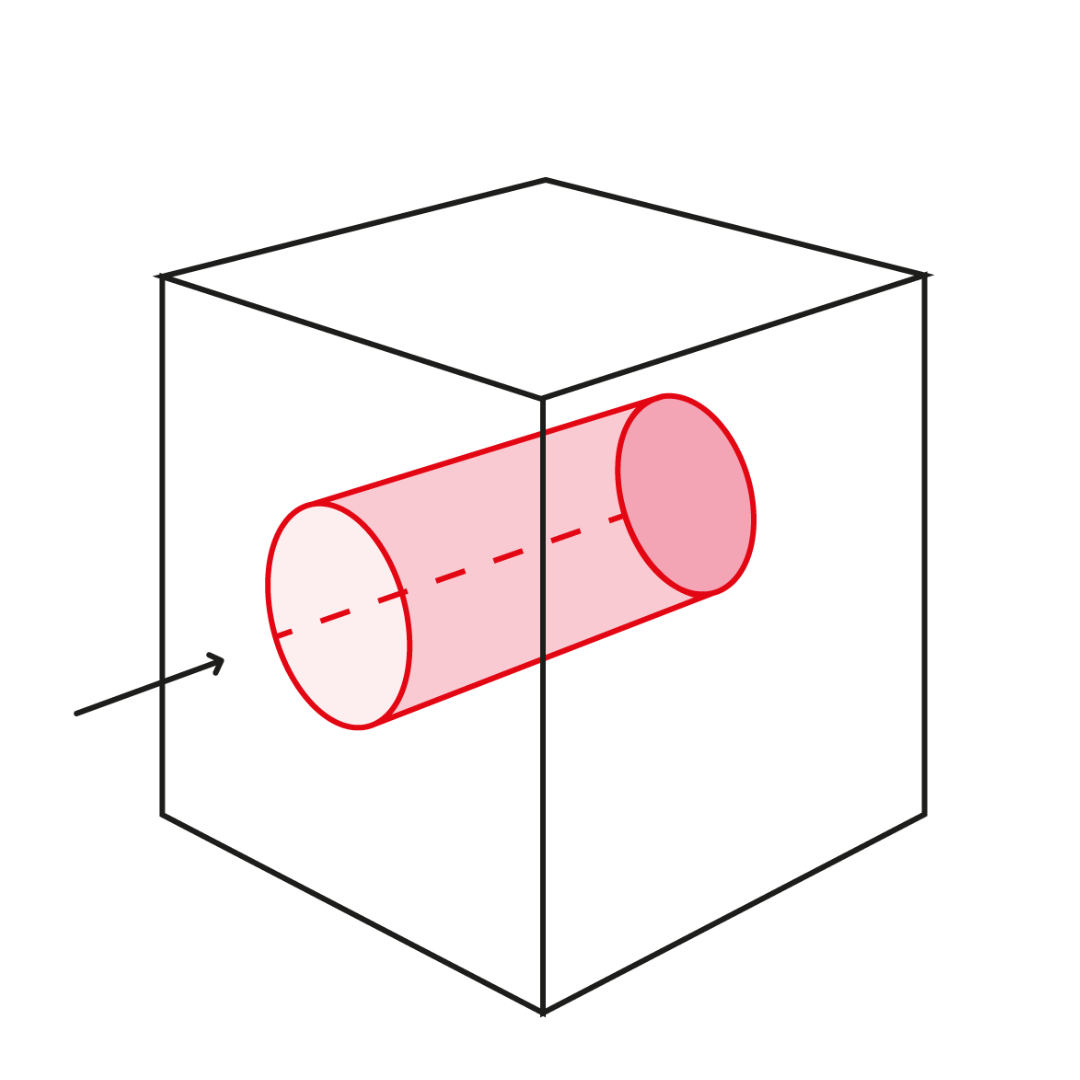
Reiän ja kanavan koko
Tulostusvaiheessa suositellaan vähintään 1 mm:n reiän toistettavuuden takaamiseksi. Keskustele pienemmistä rei’istä kanssamme. Lopputuotteiden valmistuksessa suositellaan halkaisijaltaan yli 1,5 mm:n reikiä, jotta varmistetaan, että reiät ovat puhtaita automaattisen puhdistusvaiheen (kuulapuhallus) jälkeen.
Sisäisten kanavien osalta (joissa on mutkia) suosittelemme vähintään 3 mm:n halkaisijan käyttöä. Osien puhdistettavuuteen on kiinnitettävä huomiota, ja suosittelemme keskustelemaan asiasta kanssamme. Kanavien jyrkkiä mutkia olisi vältettävä.
Reiän halkaisijan, käytetyn materiaalin, tulostinmallin, tulostusasennon ja ympärillä olevan massansuhteen reiänkutistuma voi olla jopa enemmän kuin materiaalille ilmoitettu yleistoleranssi. Kriittisten reikien suhteen kannattaa kutistuma testata yhdellä testiprintillä.
Teksti
Tunnistenumerot ja -tiedot on järkevää ja kustannustehokasta sisällyttää osiin teksteinä ja symboleina. Tunnistettavan fontin pituus on vähintään 2 mm ja kaiverretun fontin leveys minimissään 0,65 mm (fonttikoko 14). Suorakulmaiset fontit ovat toistettavimpia.
Pienessä koossa kohokuvioitu fontti on luettavampi, mutta alttiimpi hajoamiselle. Kaiverrettu fontti on hyödyllisempi, koska se ei pilaa kiinnitysalueita.
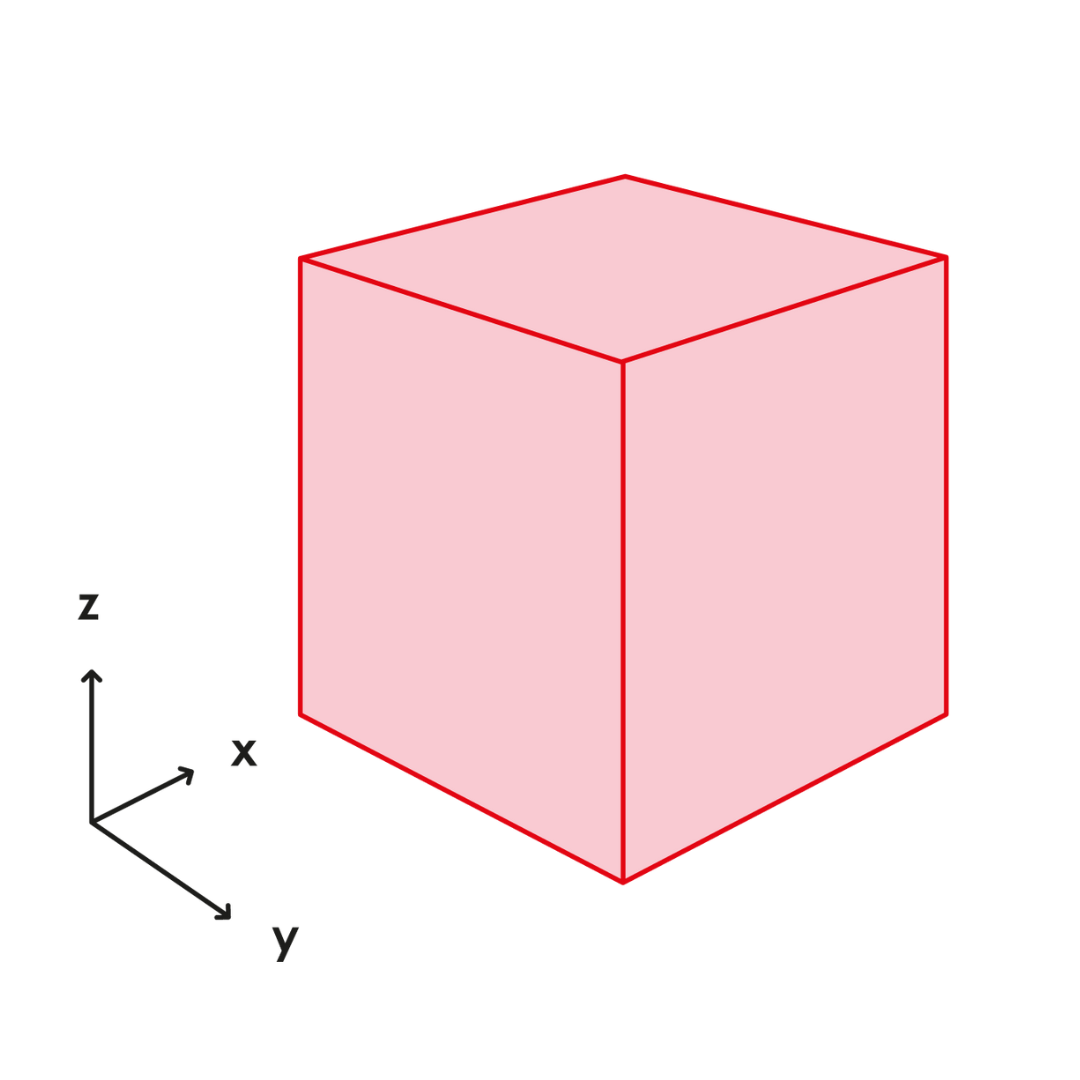
Toleranssit
PA2200: ± 0,2 % (väh. ± 0,2 mm)
PA3200: ± 0,2 % (väh. ± 0,2 mm)
PA2241 FR: ± 0,2 % (väh. ± 0,2 mm)
PA2210 FR: ± 0,2 % (väh. ± 0,2 mm)
Alumide: ± 0,2 % (väh. ± 0,2 mm)
TPU: ± 0,2 % (väh. ± 0,3 mm)
PA11 ESD: ± 0,3 % (väh. ± 0,4 mm)
Tarkemmat toleranssit ovat mahdollisia validointiprosessimme avulla. Kysy lisää.
Välys
Suositeltava välys osien liittämiseen on 0,2 mm. Tiiviimpi 0,1 mm:n välys on mahdollinen, mutta sitä varten on määritettävä tulostussuunta. Toisiinsa liittyvien ja liikkuvien osien kohdalla suosittelemme 0,5 mm:n välystä, jotta sulamattomia hiukkasia voidaan poistaa kiinnitysalueelta.
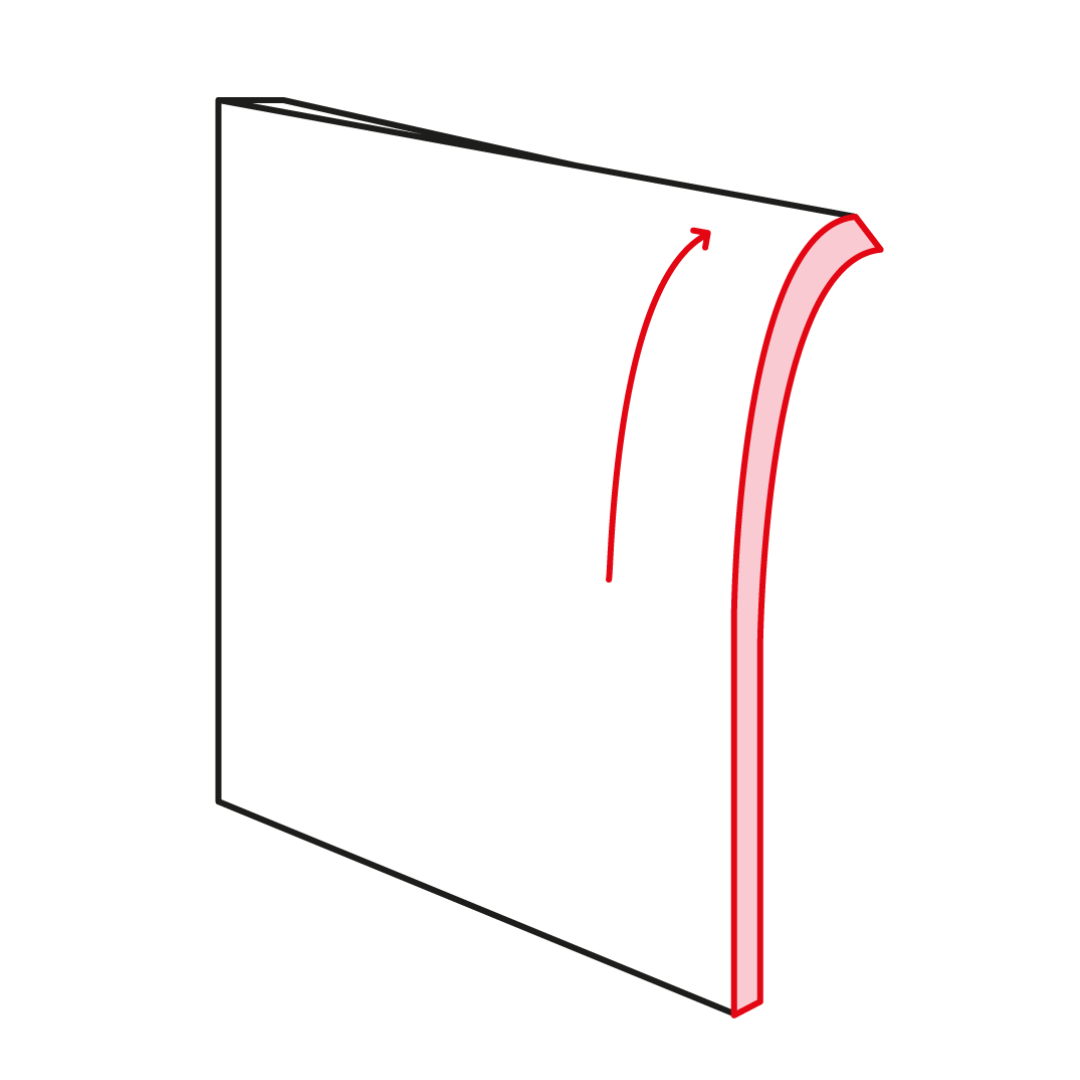
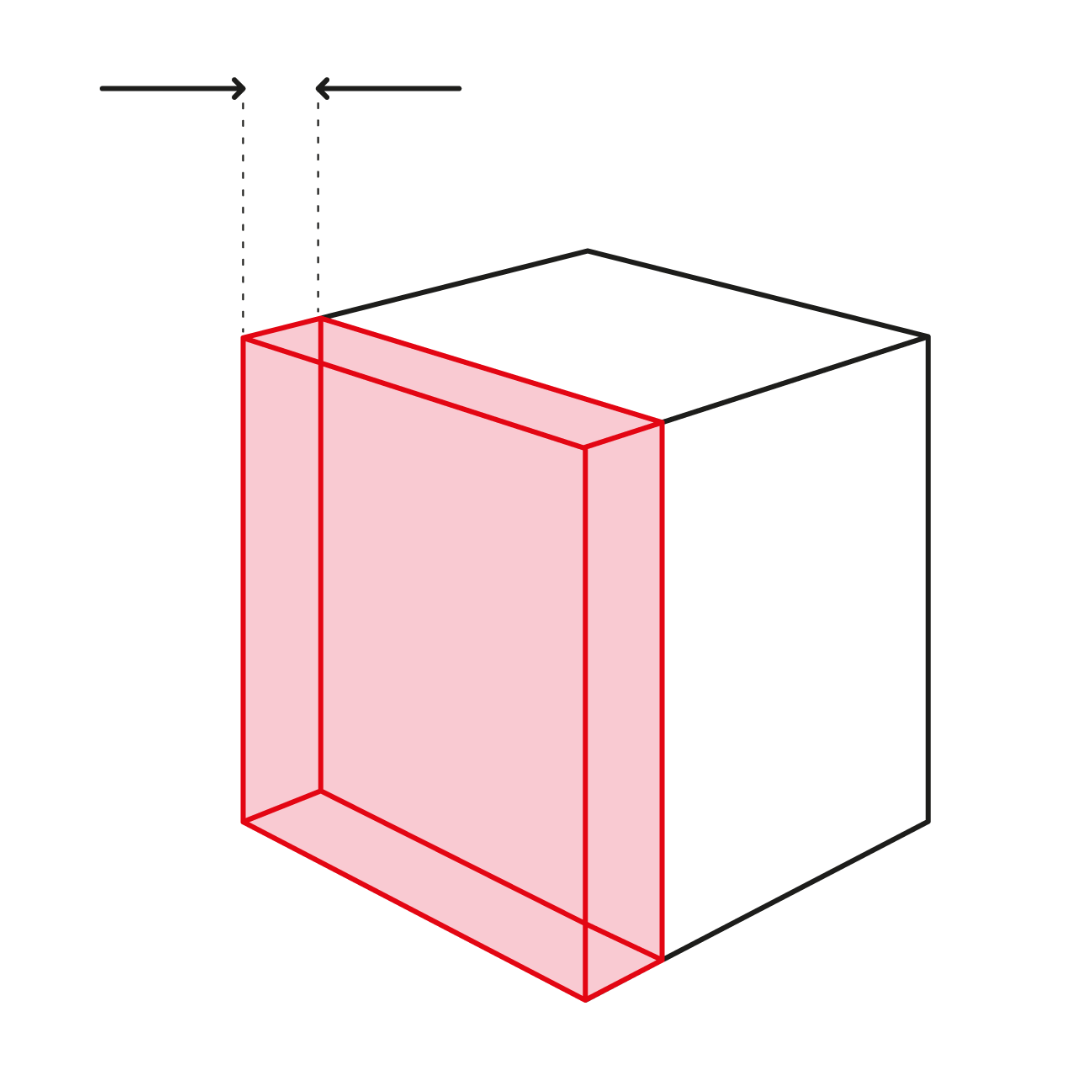
Vääntyminen
Suurissa litteissä tasokappaleissa on suuri vääntymisriski. Jos mahdollista, vältä alle 1 mm:n seinämävahvuutta, jos tasainen alue on suhteellisen suuri. Laatikoihin ja kehyksiin lisätään kylkivahvikkeita ja solmuja, jotta rakenteesta saadaan tukevampi.
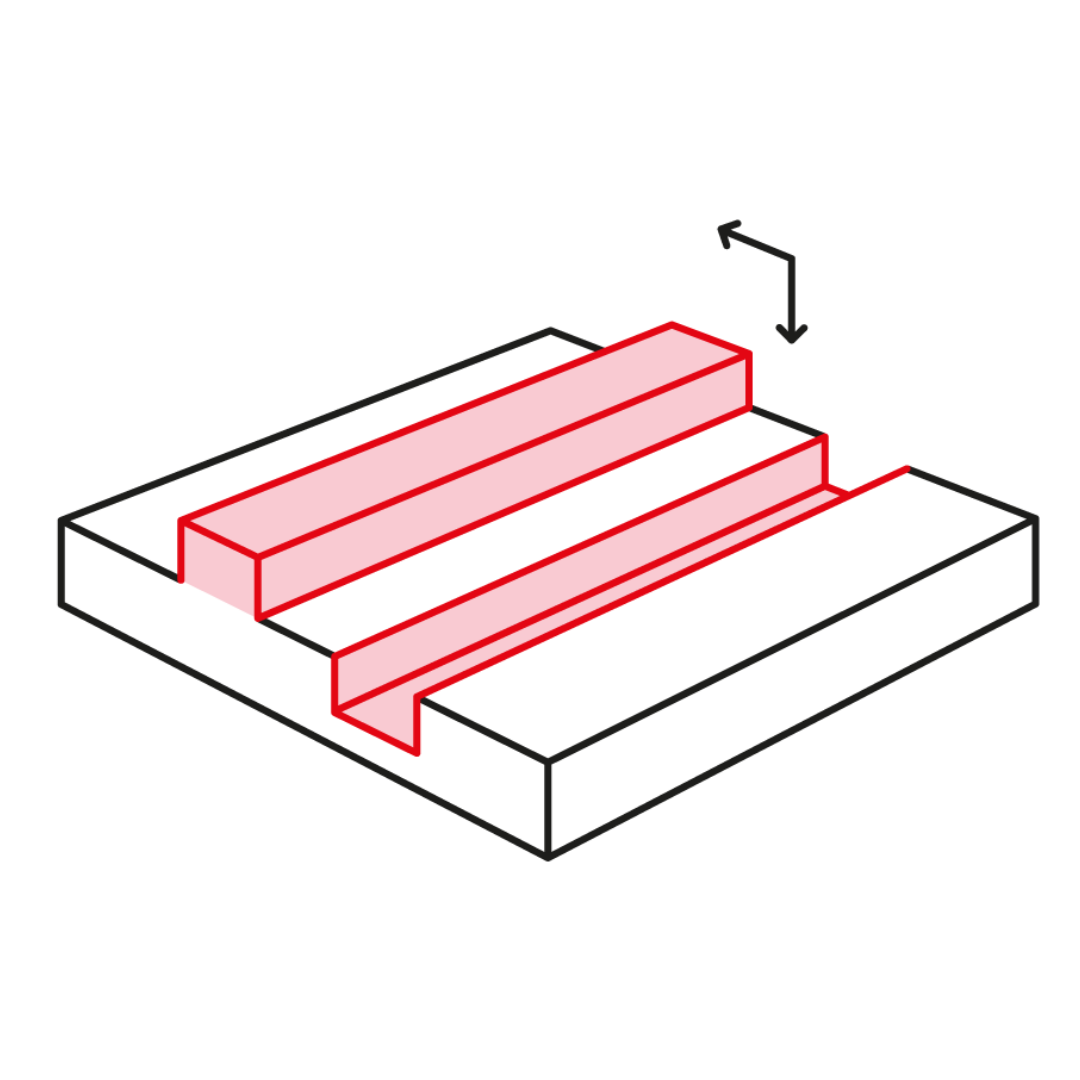
Kohokuvioidut ja kaiverretut yksityiskohdat
Varmistaaksesi, että kohokuvioidut ja kaiverretut yksityiskohdat näkyvät ja ovat toiminnallisesti päteviä, käytä vähintään 0,5 mm:n syvyyttä/korkeutta.
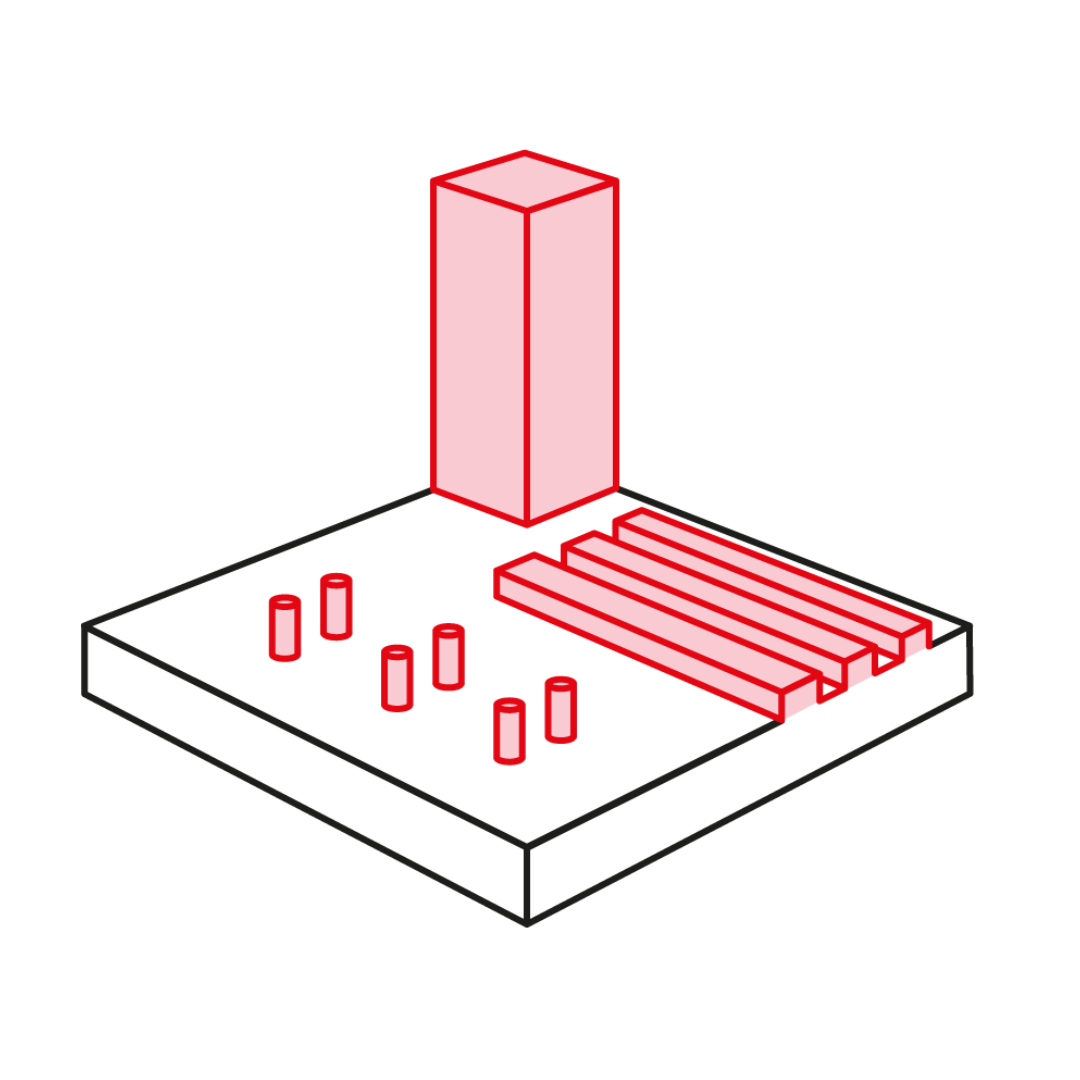
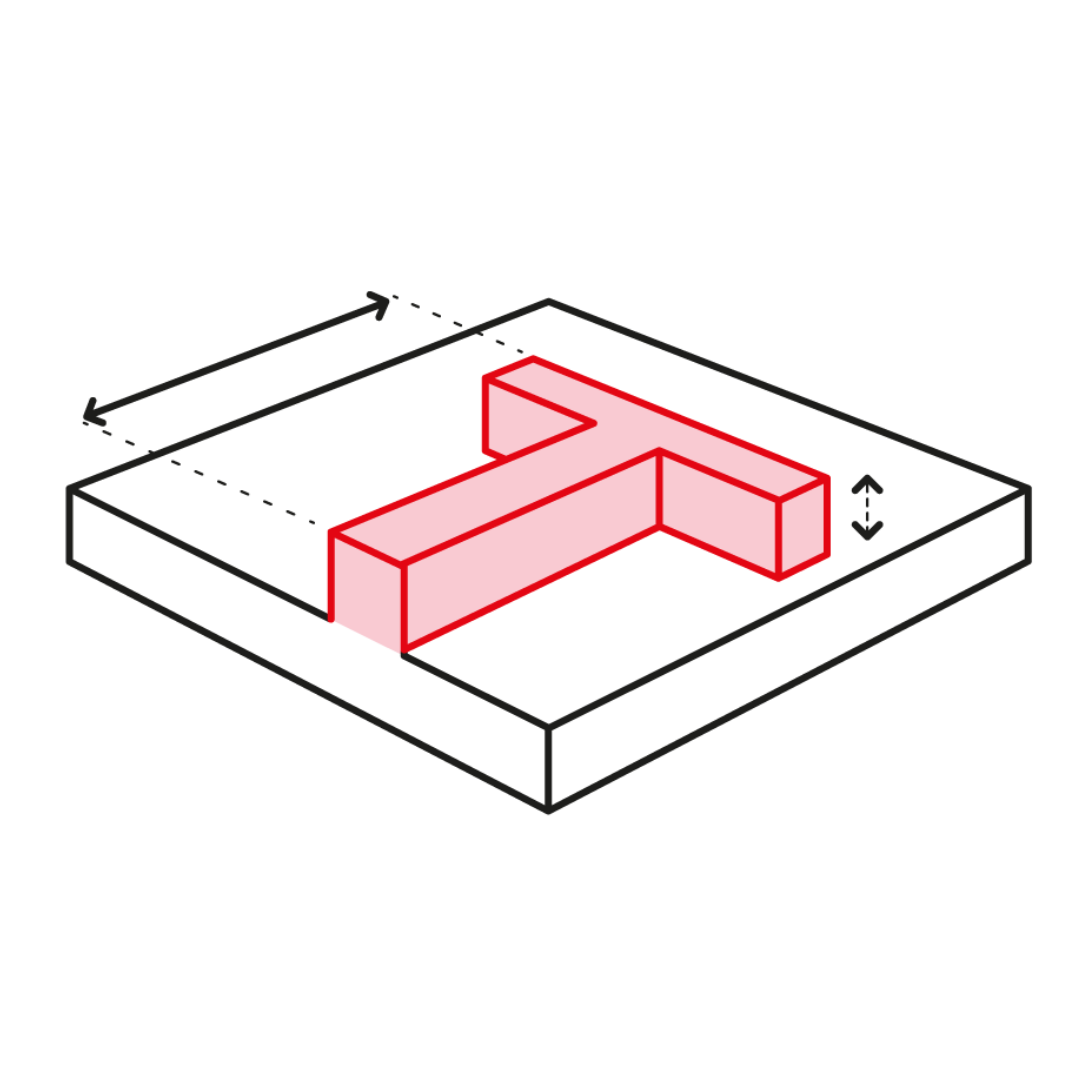
Piirteiden koko
Ulkoneville piirteille suositellaan vähintään 0,8 mm:n paksuutta (esim. tapit, sillat). Kuviointien osalta 0,3 mm on toistettavissa oleva toistotarkkuus. Terävät reunat on pyöristettävä pois. Sädesuositus 0,4 mm tai suurempi.
Poistoaukot
SLS-osien muodonmuutosten välttämiseksi on suositeltavaa käyttää sisäisiä rakenteita (esim.
hunajakenno) tai vaihtoehtoisesti onttoja osia. Tämä vaikuttaa myönteisesti myös painoon ja
kustannuksiin. Sulamattoman jauheen poistamiseksi tulostusvaiheen jälkeen on tarpeen lisätä poistoaukkoja. On suositeltavaa lisätä vähintään kaksi poistoaukkoa. Poistoaukon vähimmäishalkaisija on 4 mm. Asiakaspalvelijamme auttavat mielellään näiden suunnittelussa ja toteutuksessa.
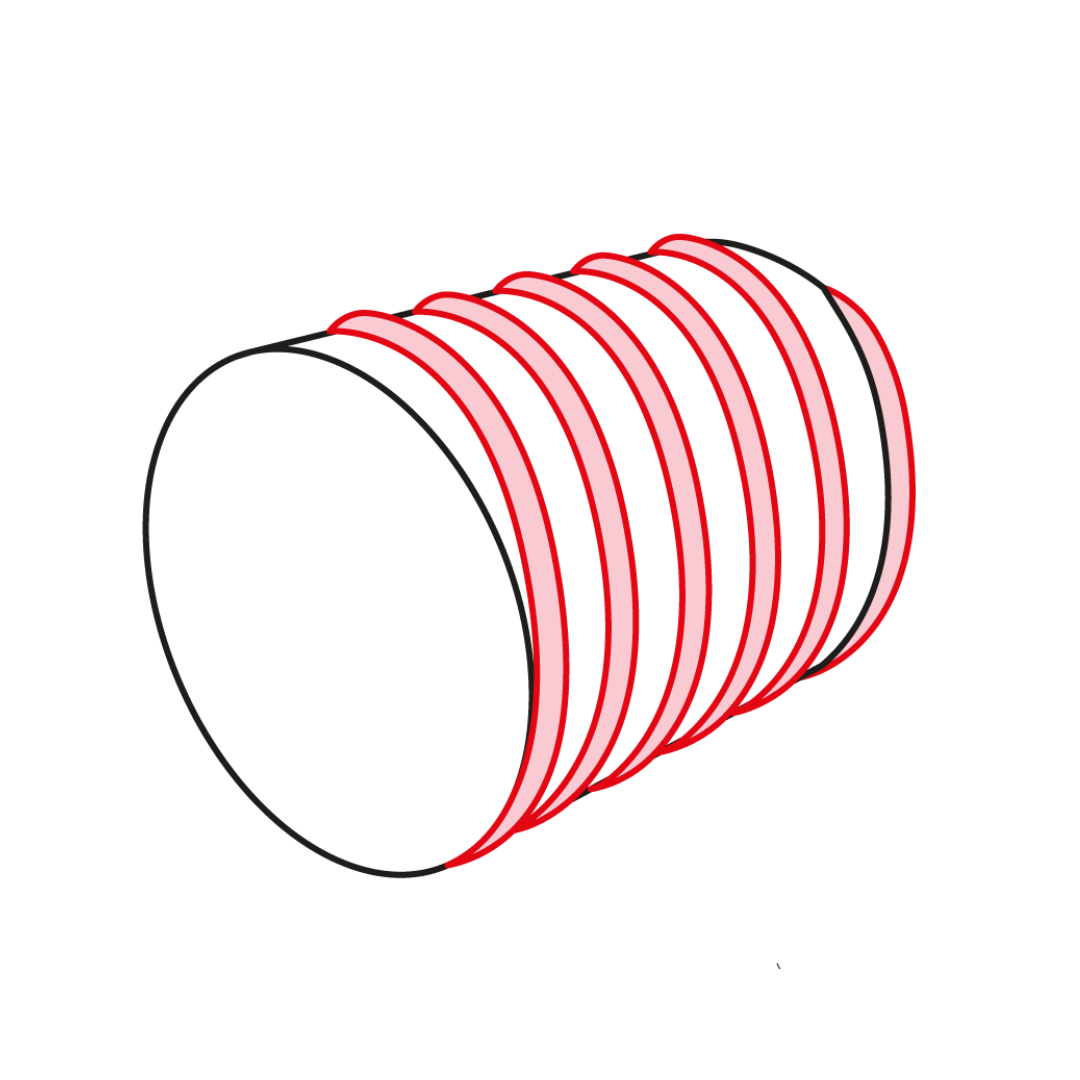
Kierteet
Kierteet voidaan suunnitella suoraan SLS-tulosteeseen, mutta ota huomioon seuraavat asiat. Jos kierteet voidaan kohdistaa kohtisuoraan laserin tulokulmaan nähden, kierteet M5:een ovat toteutettavissa tyydyttävällä tavalla. Pienemmät kierteet suositellaan porattavaksi tai tehtäväksi inserteillä.
SLS-tulostetun osan karkea pinta aiheuttaa jonkin verran kitkaa kappaleen ja kierteiden välille. Jos tämä aiheuttaa ongelmia, poraus tai insertit ovat parempi ratkaisu. Suositeltu ulko- ja sisäkierteiden välys on 0,1–0,2 mm. Inserttien käyttöä suositellaan, jos kierteisiin kohdistuu suurempia voimia tai niitä käytetään usein.
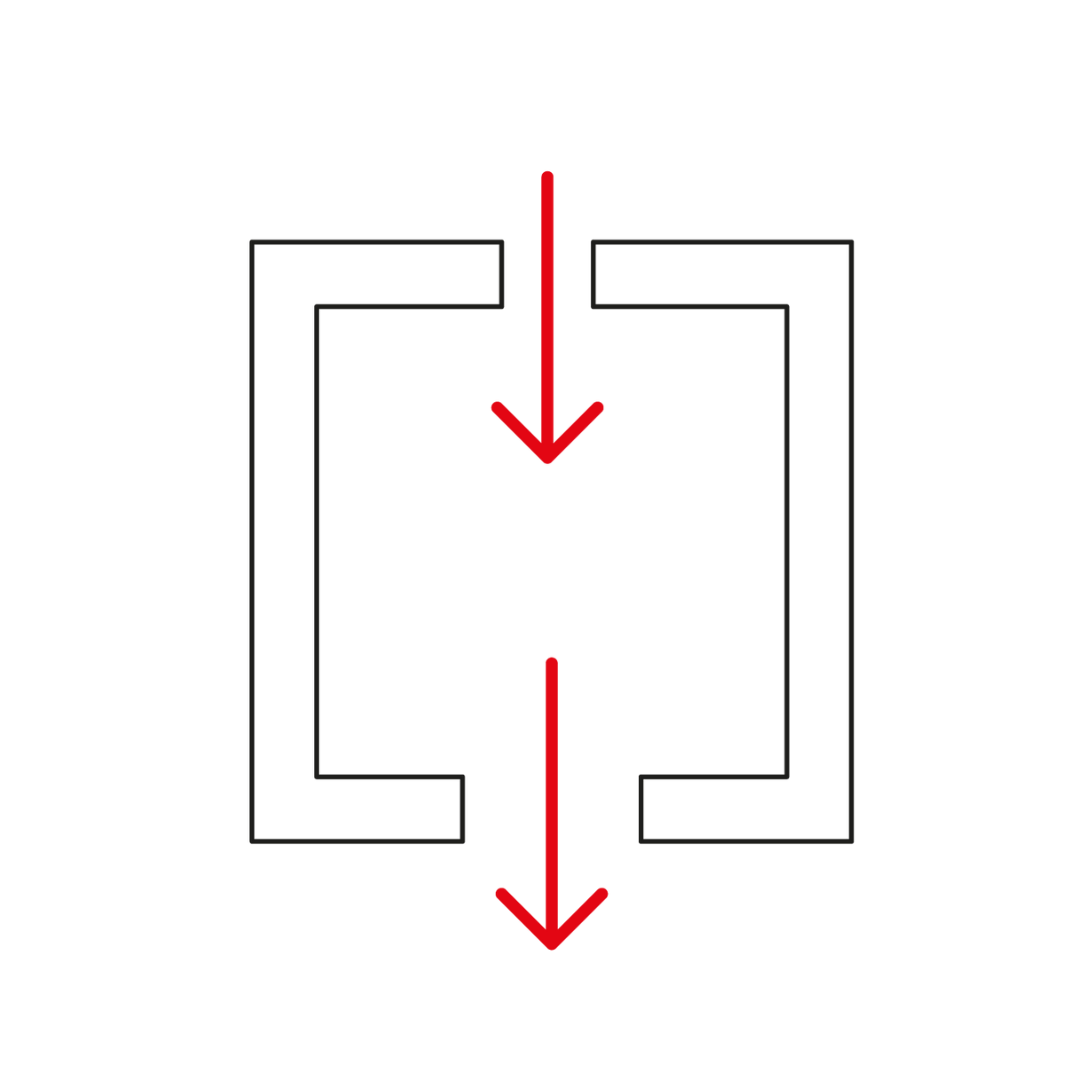
Tuotteen koko
Jos osa on suurempi kuin 320 x 320 x 600 mm, se on valmistettava osissa. Lisäämällä liitoksia (esim. ponttiliitos) osat voidaan tulostaa erikseen ja liimata yhteen jälkikäteen. Hyvällä suunnittelulla voidaan luoda liitoksia, jotka ovat mekaanisesti kestäviä ja visuaalisesti vaikeasti havaittavia.
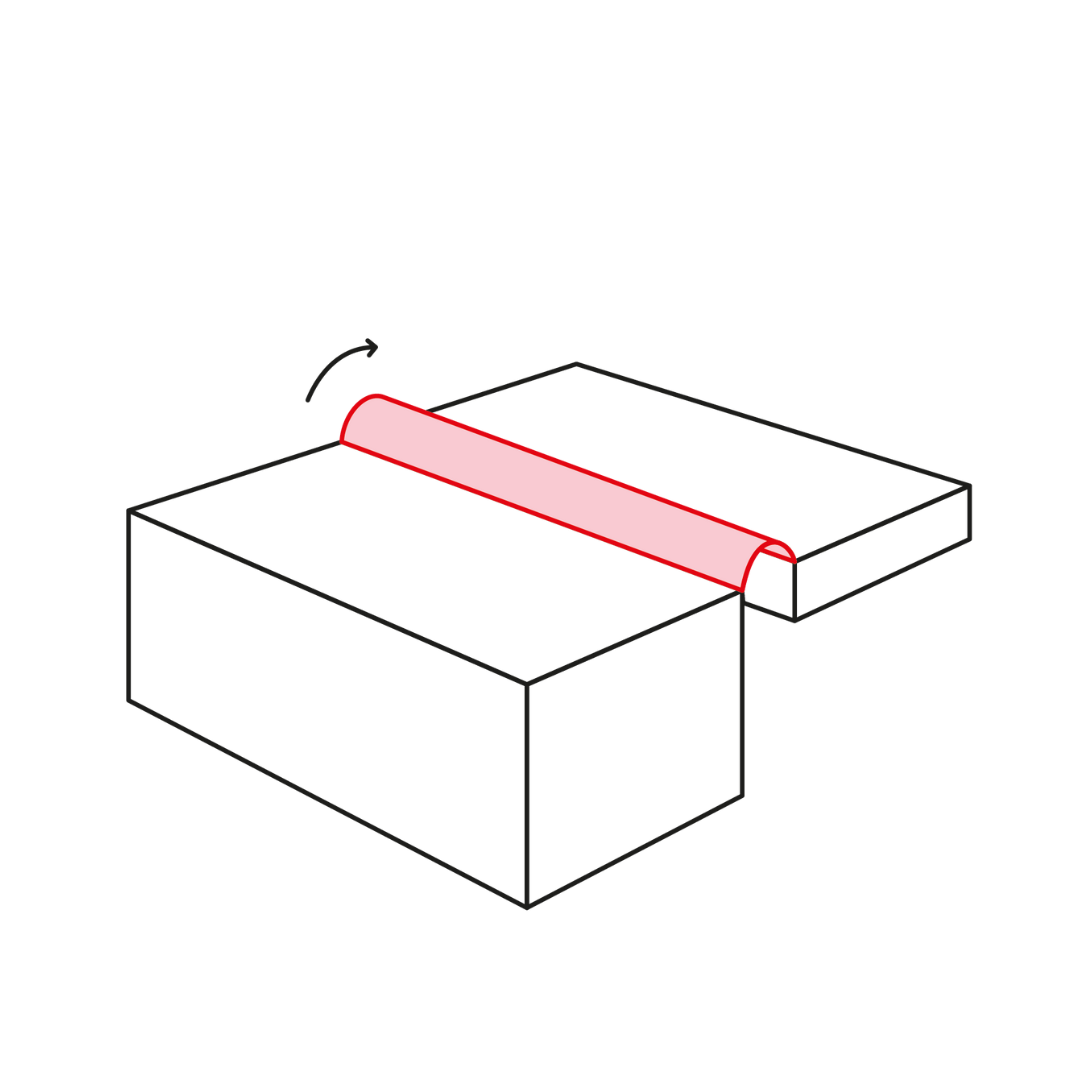
Saranat
SLS on yksi ainoista 3D-tulostusmenetelmistä, jolla voidaan valmistaa mekaanisesti kestäviä
saranoita. Saranan suunnittelussa suositellaan 0,3–0,8 mm:n paksuutta ja vähintään 3 mm:n pituutta. Muista lisätä R 0,75–1,8 -viilto saranan ja kappaleen väliseen liitokseen.
Saranan hehkuttaminen tulostusvaiheen jälkeen on erittäin tärkeää (esim. upottamalla osa kiehuvaan veteen ja taivuttamalla saranaa asettamalla sauva sen keskelle).
3 syytä satsata jälkikäsittelyyn 3D-tulostuksessa
3D-tulosteiden jälkikäsittelystä puhutaan aivan liian vähän. Se tekee kuitenkin paitsi itse osasta tai tuotteesta paremman, auttaa myös erottumaan markkinoilla kilpailijoista. 3D-tulostusta hyödynnetään monessa yrityksessä entistä laajemmin ja siksi perustaso ei enää riitä. Kun yhä useampi tulostettu osa menee lopputuotteena käyttöön, on sen ulkonäöllä, kestävyydellä ja ominaisuuksilla entistä suurempi merkitys. Tässä blogissa kerromme kolme syytä, miksi jälkikäsittelystä kannattaa kiinnostua!
Lue lisää